Some customers asked that cutting is not very good after long time mass production by fiber cutting machine. How to solve the problem? Why the cutting is not good as before? Today we will talk something about why your fiber cutting machine cutting quality is not good as before after long time mass production and how to solve it.
Table of Contents
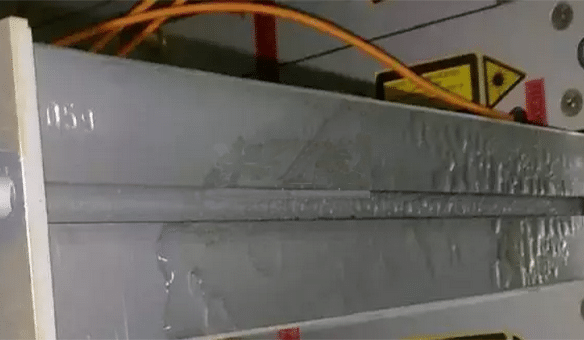
Slag appears after a period of processing
The mainly reason is the molten metal cannot be discharged from the slit smoothly. Then we need check the other reasons such as laser head optical path problem, cutting gas flow change and temperature change of the processed plate.
At that time, we can compare the kerf width of the quality degraded part and the non-degraded part. If the slit width is different, it means that the lens of the fiber laser cutting head has temperature drift or the lens is dirty, which causes the actual focus position and center of the laser to shift. Then we need check whether the temperature of the collimating and focusing lens of the cutting head is normal, whether the lens of the laser head is dirty, and correcting the center degree again.
Solution
The laser output head and the optical lens inside the cutting head have very high requirements for cleanliness. Any small impurities or scratches may cause serious damage. Please clean and disassemble the lens in a dust-free environment or in the morning after the air has settled overnight. Please observe the laser output head with a microscope at ≥20 times and wipe it clean with a dust-free cotton swab and absolute alcohol. Kindly noted: please do not dismantle optical components without permission or without dismantling conditions.

Overburning after a period of processing
The main reason depends on the changes in related conditions such as sheet temperature, cutting gas and laser head. When the thick plate is processed for a long time, due to the relatively slow processing speed, the heat accumulation of the plate causes the temperature of the material to rise, which leads to over-burning; it may also be caused by the temperature drift of the lens on the optical path or the lens dirty causing the laser focus position drift and changes in the distribution of the light spot irradiated to the material, causing excessive accumulation of energy and burn.
At this time, you should check whether the lens of the fiber laser cutting machine is clean or not, whether the lens temperature has changed significantly, whether the nozzle center is offset, and if the problem cannot be solved after confirming the above aspects, you need to consider whether the laser output head is abnormal (such as dots or condensation).
Solution:
1) If the nozzle is abnormal or severely hot, check the internal lens.
2) Observe the red light with white paper, away from the nozzle or at a certain angle. If there are obvious shadows in the red light, the inner lens is dirty.
3) Use black photographic paper to spot and observe whether there are shadows in the spot shape on the photographic paper. If there are black spots, the lens is dirty.
4) The most intuitive way to judge is to observe the fiber output head with a microscope in a clean room, and observe whether there is any abnormality inside the cutting head from both ends.
Can not be cut after a period of processing
The main reasons are the optical path of the laser head, the power supply of the laser and the cutting gas flow. When the focus of the laser head lens is drifted or dirty, it will affect the laser energy irradiated on the surface of the material to change, which will result in failure to cut through. At the same time, if the laser power supply voltage is unstable, the laser output power will be unstable, and it will also lead to impermeability, and if the air supply pressure is insufficient or the nozzle is damaged, it will also cause impermeability.
Solution:
In order to avoid the occurrence of processing quality degradation, we have some suggestions as follows:
- Choose a suitable fiber laser cutter with the laser source according to the thickness of the processed plate. Do not use lasers to process plates with its limit cutting ability in batches. For example, if the limit cutting thickness of a laser is 25mm, the mass processing thickness of this laser should be within 20mm.
- Design suitable cutting patterns for plates of different thicknesses. In principle, avoid processing patterns smaller than 0.8 times the plate thickness. In the case that the thickness of the sheet is thick relative to the cutting ability of the laser, the sharp corners can be changed to round corners accordingly, or cut in pulse form to avoid corner burnt.
- Arrange the cutting sequence reasonably to avoid high-density cutting in the same area in a short time.
- Choose a suitable cutting process and avoid batch processing of plates at the extreme cutting speed.
- Improve the perforation process to avoid the instability of perforation, which may cause the lens of the cutting head to be dirty and nozzle damage.
- Choose a suitable water cooler to ensure that its flow and cooling capacity meet the requirements of the laser.
- Ensure the purity of cutting gas and the stability of output pressure.

{kind=link}