Table of Contents
Configuration suggestions for high power fiber laser cutting machine part B
In the last time, we introduced the selection, installation, maintenance and precautions of the cutting head for the high power fiber laser cutting machine. Today we will share something about the control system, gas support and other configuration to help you know more about the high power fiber cutters.
Control system
The control system is very important part for fiber laser cutting equipment (http://www.morntech.com/fiber-cutting/). It takes the graphic image file designed by the user through a series of processing, and finally becomes the control command of the motor and the laser. It is the connection the design drawing and the mechanical communication.
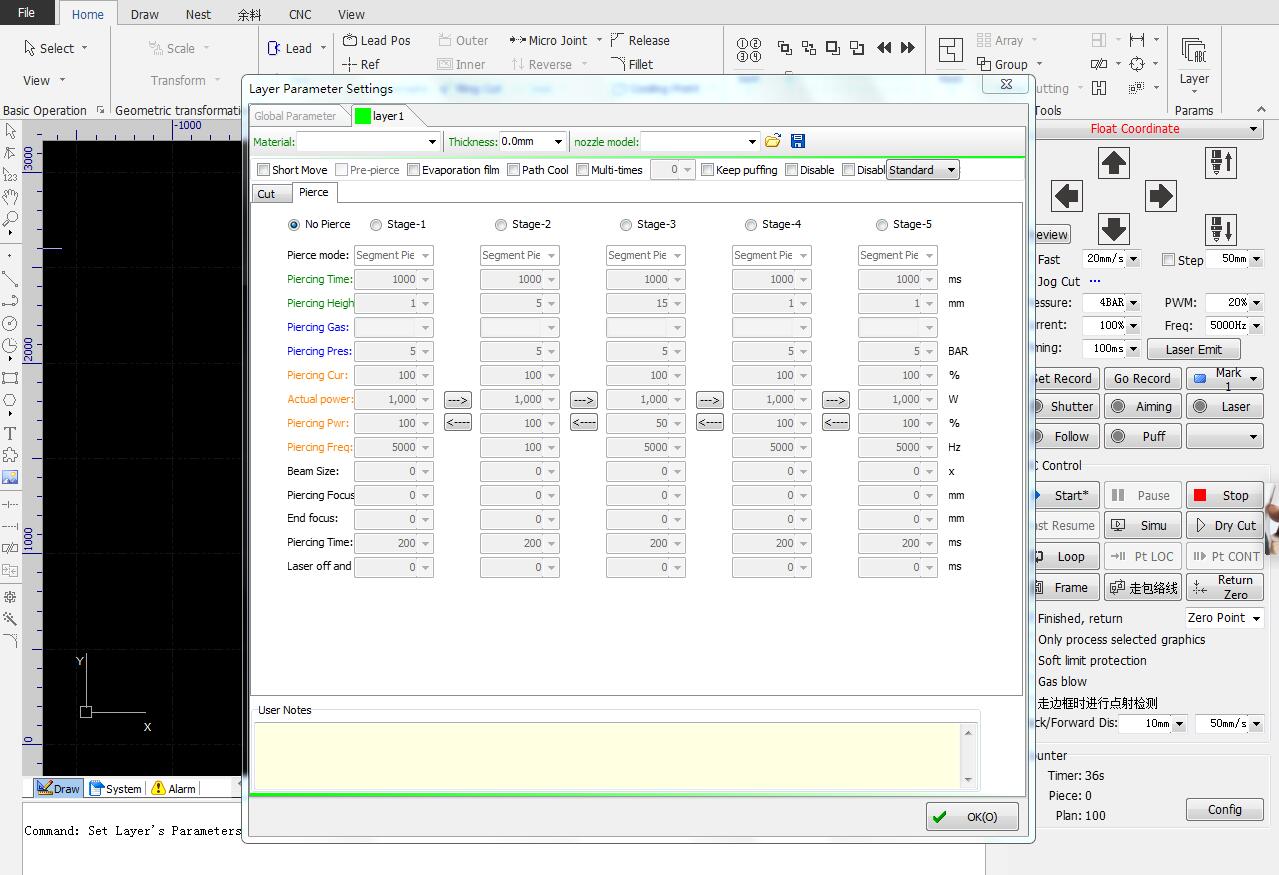
First function: pierce
- Since the high power laser cutting machine need to cut the thick plates, it must have a piercing stage of more than four levels for the perforation of thick plates;
- The stainless steel thick plate needs to be perforated with oxygen, but cut with nitrogen or air. Therefore, the gas needs to be special separate to prevent gas mix or leakage in inner of gas system. It is very important.
Second function: start cutting control
When you using the fiber cutter, in order to ensure that the thick plate can be cut stably after being perforated, the starting position needs to be specially setting, and different cutting methods can be set independently.
Third function: corner and acceleration/deceleration control
When you cut corners and acceleration/deceleration positions, the energy distribution of airflow and laser action on the plate will change. To ensure stable cutting and consistent cutting results, the cutting control software needs to be focused on adjusting the laser parameters and gas parameters during cutting according to the movement speed.
Fourth function: camera and alarm
While the control high fiber laser cutting machine has strong cutting capabilities, it also has greater operational risks. Therefore, a powerful laser cutting machine must have powerful monitoring capabilities, which can display working parameters and status on the control interface when it is cutting. When an abnormality occurs, it will automatically stop working and give an alarm.
文章内部图
Gas supporting system
There are three auxiliary gases for laser cutting machines : air, nitrogen and oxygen. Different auxiliary gases are used to cut different materials.
| Gas model | O2 | N2 | Air |
| Materials | thick carbon steel, middle or thin copper | stainless steel, aluminum, brass, thin carbon steel, galvanized sheet, etc. | stainless steel, aluminum, brass, thin carbon steel, galvanized sheet, etc. |
| Requirements | purity more than 99.99% | 1. purity: 99.99%
2. pressure: 3-3.5MPA 3. vaporizer: more than 100 square |
1. pressure: 3-3.5MPA
2. compressed air to remove water and oil 3. drain regularly and replace the filter |
| Cutting result | cutting section is black | cutting section is sliver | cutting section is grey black |
| Recommend | recommend liquid oxygen to ensure stable air pressure and long use time | The amount of nitrogen is large, we recommend you choose storage tanks. one-time filling, long use time, good pressure stability with low cost | recommended the high-power compressor to ensure continuous and stable air pressure |
| Analysis | when the oxygen purity is not enough, the cutting oxidation is insufficient, and there will be slagging or cannot cutting | 1. Cutting surface is yellow, when the nitrogen purity is not enough.
2. If the nitrogen pressure is insufficient, the cutting surface is stratified or cut continuously |
1. when the air filtration is not sufficient, the pipe of the cutting machine and the lens of the cutting head will be contaminated
2. If the air pressure is insufficient, the cutting surface is stratified or cut continuously |
Environmental requirements:
The high power laser cutting machine has strict requirements for temperature and humidity. In order to ensure the stable processing of the cutting machine, an independent air-conditioned room must be installed for fiber cutter, which is isolated from the outside world. It can prevent condensation in summer and icing in winter, keeping the laser in the best working environment and prolonging its service life.

{kind=link}